
折线卷筒是对于卷筒绳槽而言的,折线形绳槽是指每一圈绳槽内有两段与卷筒端板平行,折线与卷筒端板成一定角度,两段平行段之间通过两折线段过渡;在卷筒一周范围内分两段折线绳槽和两段斜线绳槽,且直线绳槽和斜线绳槽相间布置。
产品图片



简介:
钢丝绳和卷筒的选材由于起重机械在正常工作时,钢丝绳与卷筒表面的螺旋槽组成一对摩擦副,而不同材料之间的摩擦系数是不同的,选择合适的材料会直接决定二者之间的磨损速度和使用寿命,进而影响整个起重机械起升的性能。
为了保证钢丝绳较高的强度与韧性,钢丝绳通常选择优质碳素钢来进行制造,不可使用脆性高的钢丝绳与卷筒搭配,否则极易出现钢丝绳断丝现象,直接对起重机械的正常使用造成隐患。卷筒的材料硬度对钢丝绳的使用寿命影响很大,铸铁比铸钢好一些,所以卷筒一般采用铸铁制造。
折线卷筒的两种槽形

折线绳槽的槽形有两种形式,一种是单折线绳槽,一种是双折线绳槽。单折线绳槽为初的绳槽形式,双折线绳槽为改进的绳槽形式,目前应用较多的是后一种形式。双折线绳槽的斜绳槽和直绳槽交替出现,这样在卷筒表面上就出现了两个斜绳槽区和两个直绳槽区。所谓斜绳槽,是指与卷筒母线斜交的绳槽,直绳槽是指与卷筒母线直交或与法兰平行的绳槽。
折线卷筒价格
折线卷筒由于其限度地保护了在卷筒上多层卷绕的钢丝绳,使其绳股之间的点接触区域大幅度减少,从而延长了钢丝绳的使用寿命的优点,被许多的现代化企业所使用。适用需要大扬程,但起升卷筒尺寸受到限制的地方,如启闭机、塔机等。
那么目前关于折线卷筒的市场报价大概是多少呢?下面简单跟大家聊一下。
根据市场的大量调查我们得知,目前市场上关于折线卷筒价格一般都在几百到几千不等的范围,它受产品设计、材料、功能,型号等等因素的影响,并没有一个具体的价格信息,如果大家想要了解更多关于折线卷筒报价信息,河南省重科起重机有限公司建议大家亲自与供应商进行沟通、咨询。
而河南重科则是一家15年专业制造折线卷筒的生产厂家,欢迎您的来电咨询!
折线卷筒厂家

河南重科是一家15年专业制造折线卷筒厂家,我们以市场为导向,以品质为基础,以实惠的价格和良好的服务推进顾客成功为目标,所有产品均为厂家直销,可定制。价格透明,欢迎来电咨询:0373-5859666
河南重科,值得信赖的折线卷筒生产厂家!
工艺特点:
钢丝绳卷筒是起重运输设备的重要部件之一, 按层数分有单层缠绕和多层缠绕;按绳槽形式分有螺旋绳槽和折线绳槽。工程、船舶及海上设施用起重机, 由于起升高度大, 钢丝绳长, 卷筒的容绳量大, 多层缠绕得到广泛应用。
在卷筒宽度和直径一定时, 钢丝绳越长意味着卷筒缠绕层数越多, 双折线卷筒是目前多层缠绕中常用的一种形式, 它的优点是使卷筒上多层缠绕的钢丝绳绳股之间点接触区域大幅度减少, 延长了钢丝绳的使用寿命。双折线卷筒是指卷筒上折线绳槽的斜绳槽与直绳槽交替出现, 每圈中有两个斜绳槽区和两个直绳槽区, 直绳槽与卷筒端板平行。
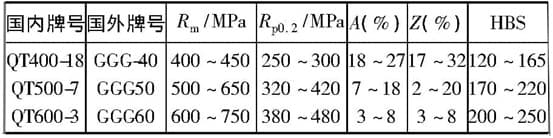
双折线铸造卷筒是工程起重机配套中常用的方法。双折线铸造卷筒的绳槽是直接铸出的。要想保证绳槽铸造质量, 材料的流动性必须好, 目前双折线卷筒主要采用球墨铸铁, 德国主要用GGG-40, 对应国标GB/T 1348—2009《球墨铸铁件》中的QT400-18;也有少量用GGG50, 对应QT500-7;或GGG60, 对应QT600-3。
由于是铸件, 即使采用超声检测和磁粉检测, 探伤的准确性也不高。公司首台660 t履带起重机采用的就是铸造卷筒, 在试车过程中卷筒侧壁根部出现开裂, 直接影响试车进度。卷筒作为起升、变幅机构的主要部件, 直接影响产品质量。
焊接卷筒与铸造卷筒相比, 在满足绳槽加工手段的前提下, 易于保证质量, 对单件小批量产品也是一种经济实惠的选择。为此我们研制了焊接双折线卷筒, 首套在500 t全路面起重机试验成功后, 在后续工程起重机中已全部采用焊接卷筒。由于双折线焊接卷筒与单层缠绕卷筒存在诸多差异, 缠绕层数多, 结构特殊。通过下面的分析和介绍, 可以了解它的计算方法和制造过程。
钢丝绳在结构上对折线卷筒的影响:
- 当钢丝绳缠绕到卷筒两挡边的折返点处无法实现自由变向,而是靠钢丝绳的绳偏角来引导它进行变向,对钢丝绳的偏角依赖性比较强,绳偏角稍不合适就极易引起乱绳。
- 当钢丝绳运行到卷筒两个挡边时它总是沿着挡边内侧运行360°逐渐过渡到第二层,当运行到与层钢丝绳相切的位置时,在绳偏角的作用下产生变向,此时的钢丝绳已经处于不稳定的状态,如果绳偏角过小,容易产生爬绳,然后在向下滚动;
- 如果绳偏角过大形成跳绳,其结果在卷筒的两个挡边内侧出形成很大的楔形缝隙,影响后续钢丝绳的排列,如果间隙过大,则会造成上一层钢丝绳嵌入下一层,从而导致乱绳使钢丝绳受损。同时也是造成层钢丝绳与层以上钢丝绳圈数不一致的主要原因,使层以上的钢丝绳的圈数总是比层的圈数要少一圈,其结果是钢丝绳缠绕到第二层时,怎么缠也缠不齐,从而影响后续钢丝绳的排列。
- 如果按国家标准选择钢丝绳绳距,往往偏大。按照标准绳距生产的卷筒,钢丝绳在第二层以上运行时往往是先沿着下一层钢丝绳的缝隙行走然后在很短的距离内向相反的方向运行。此时钢丝绳在变向运行处的螺旋升角急剧放大,从理论分析和计算结果上看此时的螺旋升角甚可达14度以上,是层钢丝绳螺旋升角的14倍左右,造成钢丝绳走“之”字,是钢丝绳容易产生塑




