
铸造卷筒一般用于起重量较小的设备,采用不低于HT200的灰铸铁,重要卷筒采用高强度铸铁或球墨铸铁。必须采用铸钢时,应不低于ZG230450,焊接卷筒多用于起重量大、卷筒尺寸大的设备,采用Q235或Q345钢板弯卷焊接而成,重量轻,适宜于单件生产和大尺寸卷筒。
产品图片



简介:
卷筒装置是起重机机械中起升机构卷绕钢丝绳的部件,也是重要的受力部件,卷筒组主要由卷筒、卷筒轴、齿轮盘接手(或大齿轮)、卷筒毂、轴承体和轴承组成。卷筒从材质上分类,按起重量的大小和工作状况氛围铸造卷筒和钢板焊接卷筒。如果起升高度较大的时候,为了缩小卷筒的尺寸,可采用表面带导向螺旋槽或光滑的卷筒进行多层卷绕,但钢丝绳磨损较快,适用于慢速和工作类型较轻,吨位较低的起重机。钢板卷筒组则主要适用于大吨位、性能要求高的起重机械设备。
铸造卷筒价格
铸造卷筒适用于慢速和工作类型较轻,吨位较低的起重机,被许多的现代化企业所使用。那么目前关于铸造卷筒的市场报价大概是多少呢?下面简单跟大家聊一下。

根据市场的大量调查我们得知,目前市场上关于铸造卷筒价格一般都在几百到几千不等的范围,它受产品设计、材料、功能,型号等等因素的影响,并没有一个具体的价格信息,如果大家想要了解更多关于铸造卷筒报价信息,河南省重科起重机有限公司建议大家亲自与供应商进行沟通、咨询。
而河南重科则是一家15年专业制造铸造卷筒的生产厂家,欢迎您的来电咨询!
铸造卷筒厂家
河南重科是一家15年专业制造铸造卷筒厂家,我们以市场为导向,以品质为基础,以实惠的价格和良好的服务推进顾客成功为目标,所有产品均为厂家直销,可定制。价格透明,欢迎来电咨询:0373-5859666
河南重科,值得信赖的铸造卷筒生产厂家!
工艺流程
铸造卷筒根据生产工艺的不同又可选择使用砂型铸造或离心铸造。无论采用的是砂型铸造还是离心铸造,铸造完成的卷筒,都需要进行进一步的机械加工,主要的机械加工内容有外圆、绳槽、主轴内孔及端面、内孔绳槽、卷筒法兰及端面、法兰上的连接孔或连接槽、钢丝绳压板螺孔、返绳挡环螺孔等的加工。
砂型铸造
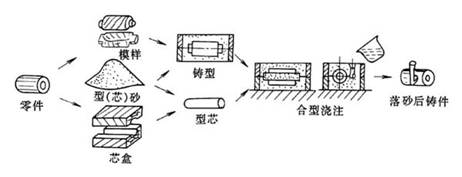
- 砂型铸造作为一种是和简单类型的铸件工艺,已延用了几个世纪。砂型铸造是用来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造。其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等。
- 制图 传统方法是取得铸造图纸然后把图纸送往铸造厂。这一过程一般在报价过程中完成。如今,越来越多的客户及铸造厂商使用电脑辅助设计以代替。
- 模具 在砂型铸造中模具是使用木头或者其他金属材料制成。在这个过程中,我们要求我们的工程师,使模具尺寸略大于成品,其中的差额称为收缩余量。其中目的是熔化金属向模具作用以确保熔融金属凝固和收缩,从而防止在铸造过程中的空洞。
- 制芯 制芯只要通过把树脂砂粒置于模具中,以形成内部表面的铸件。因此芯与模具之间的空隙终成为铸造件。
- 成型 在熔炼成型过程中需要准备一付模具。成型通常涉及模具的支承构架,拉出模具使其在浇铸过程中分离,在先前放置的芯在模具中融化然后关闭模具口。
- 清洁 清洁的目的是去除砂粒, 打磨以及铸件中过剩的金属。焊接, 除砂能够改善铸件表面外观,被烧毁的砂土和规模都拆除,以改善表面外观的铸造件。过量金属及其他冒口被,再近一步焊接打磨等步骤。检查缺陷及综合质量。
- 整理 发运前,再加工。根据不同客户的要求我们可以为其再做热处理,表面处理,额外的检查等。
离心铸造
离心铸造工艺,相较于砂型铸造,生产效率更高,生产占用面积更小、产品缺陷少的优点。
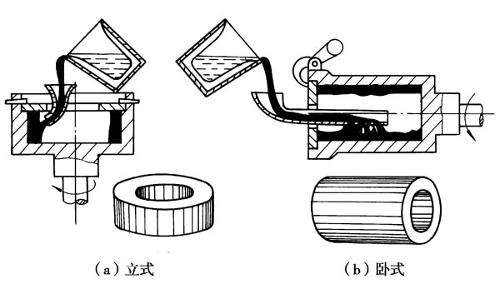
- 化铁水,将硅、锰、碳、铁的铁水,控制杂质磷小于0.25%、硫小于0.1%,通过炉前化验调整进行控制。
- 启动离心铸造机使之转动,铸型的线速度为达到均匀转速后,将石英粉均匀的撒入铸型内腔中,在铸型内壁形成1-2mm的保温防粘层。
- 离心成型,根据卷筒的重量将1250℃相应重量的铁水浇入铸型内腔,铁水浇注的时间控制在1-2分钟。浇注时间过快,会将石英砂冲掉,使铁水与铸型粘连,脱型困难,降低铸型寿命,石英砂凝聚,使卷筒表面夹砂;浇注时间过慢,会造成铁水分层,使卷筒表面产生夹层和脱皮,铸型旋转7-8分钟停转,取出卷筒。
- 将取出的卷筒埋入干砂之中使之缓慢冷却,防止产品表面产生白口(铸铁在较快速度冷却下,碳元素均以渗碳体(Fe3C)碳化物形式存在的组织,断口成亮白色而称为白口)。
铸造卷筒制造技术要求
如何把握和提出科学合理的卷筒技术要求,是起重机械正常运行的的技术保证,也是制造合格品的指导文件,该技术要求的制定必须客观、科学,即要考虑成品的品质,又要考虑现实的装备制造能力、加工成本。通过多年实践,结合各行各业起重机制造规范,总结出了切实可行的卷筒制造技术要求供同行参考。
一、卷筒切出绳槽后,各处壁厚不得小于名义厚度,且壁厚不应超过下列值:
- 绳槽底径小于或等于700mm时,不大于3mm;
- 绳槽底径大于700~1000mm时,不大于5mm;
- 绳槽底径大于1000mm时,不大于8mm。
二、卷筒绳槽底径公差应不大于GB1801~GB1802中的hl0的数值,对于较大起升高度、多层钢丝绳缠绕的卷筒,其卷筒绳槽底径公差应不大于h9,绳槽表面粗糙度为GB1031的Ra=12.5um,底径圆柱度误差不大于直径公差的一半。大起重量、高扬程双吊点的起重机同步问题越来越被关注,如:水电工程双吊点启闭机卷筒绳槽底径精度要求在新规范中提高,应不大于GB1801~GB1802中的h8,且双卷筒绳槽底径公差相对差应不大于GB1801~GB1802中的0.5h8。
三、铸铁卷筒应经过时效处理,铸钢卷筒和焊接卷筒应退火处理。
四、铸造卷筒加工面上的局部砂眼、气孔其直径小于8mm,深度不超过该处名义壁厚的20%(不大于4mm),在每100mm长度内不多于1处,在卷筒全部加工面上的总数不多于5处,允许不焊补。
五、允许焊补的范围见表1。同一断面上和长度100mm的范围内缺陷不得多于2处,焊补后可不作热处理,但需磨光。




